Quality
Quality Check Points in Process
The mentioned steps are explaining basic dehydration process,
To get detailed process flow chart of milling, powder, grinding & frying
1
RM Arrival from Farm
Fresh RM comes straight away from Farms
QC Checks Perform
Visual Inspection
TSS Measurement
Foreign Contamination Checking
2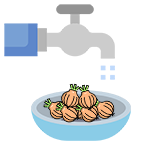
Washing and Sanitation
Washing of RM through latest ozone cleaning method
QC Check
PPM Check
4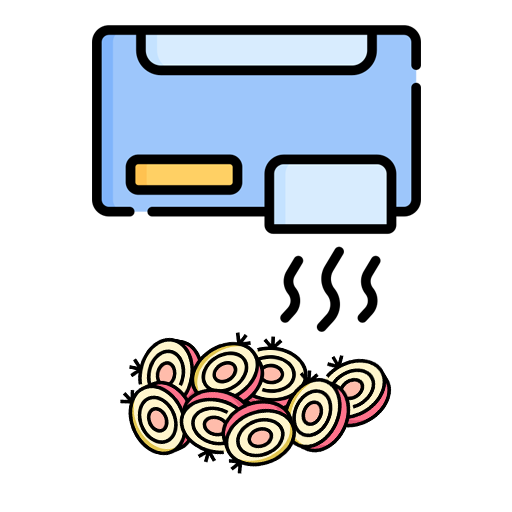
5 Stage Drying through Multistage Hot air drying
QC Check
Moisture Measurement
3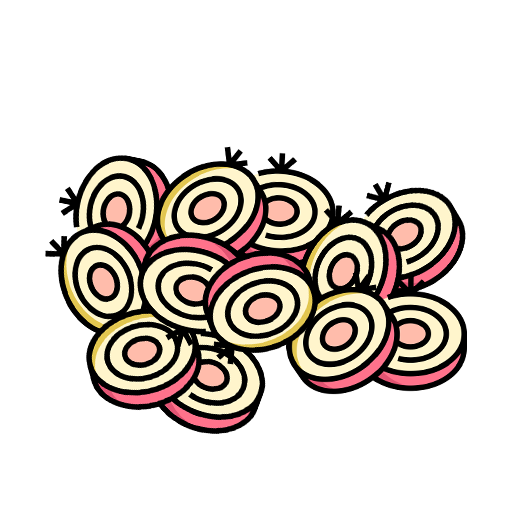
Slicing and Feeding on belt
QC Check
Slice thickness checking through Vernier calliper
5
Second stage hot drying
QC Check
Moisture Measurement
6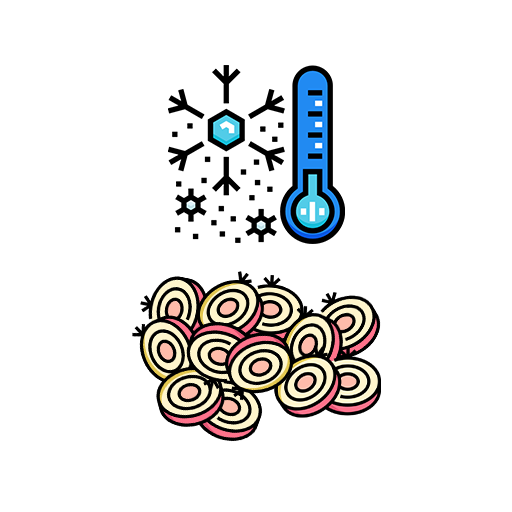
Dehydrated onion slices are moved through food-grade conveyors a controlled conditioned room & get cooling in a cold dryer.
QC Check
Maintain Temperature & Humidity of environment
8
Kibbled sorting based on high-definition image sensing technology to remove onion roots & other impurities.
QC Check
Foreign matter check
7
Crispy onion slices passes through huller machine. Here kapcha , kibbled are separated & further skins are removed through efficient air aspirator
QC Check
Vegetable impurities ratio checking
9
Pass Through High Effective Rare earth magnets and metal detector to remove metallic impurities.
QC Check
Varification through metal pieces (CCP)
10
sorted Onion Kibbled pass Through Manual sorting belt to remove remaining foreign bodies
QC Check
Check Foreign bodies contamination
12
The polybags are packed in paper bags or in corrugated boxes as per the requirement of customers
QC Check
Packaging Material inspection, Sealing Check
11
Finished final product i.e. dehydrated onion kibble is packed in moisture free food grade 2 layer polybags of high standard quality
QC Check
Packing material inspection